Copyright 2025 © Powered by Excellent Media Limited


界牆碟要求線速 馬達流量
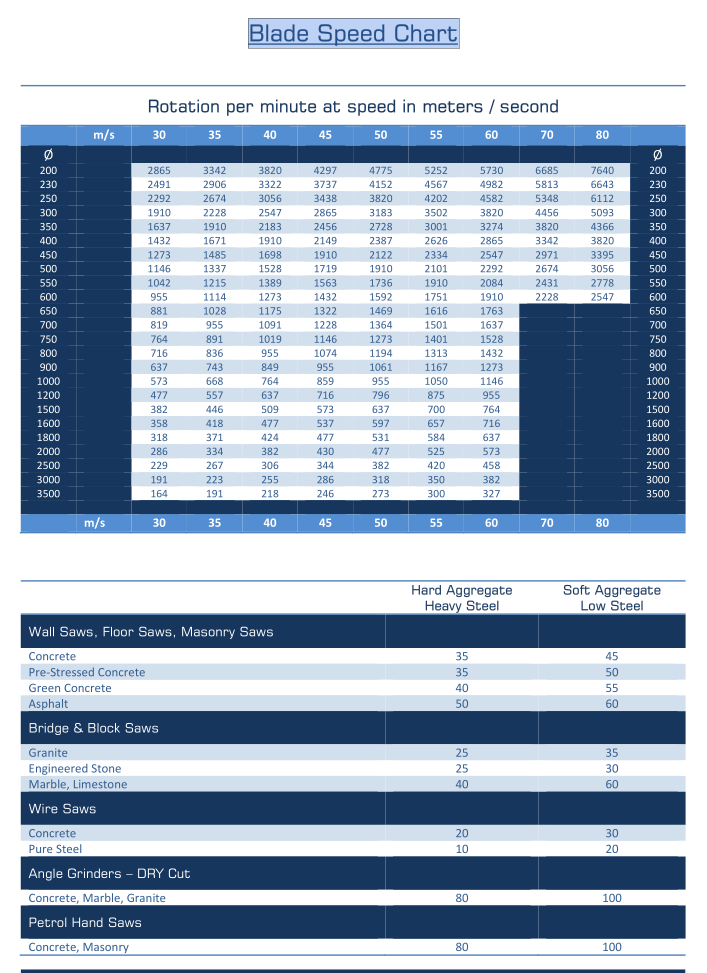
Vs = Desired cutting speed in M/sec 線速 = (界碟圓周切割每秒/米)
N = Speed of tool in RPM 轉速
D = Φtool in mm 直徑(碟或鑽咀)
Vh = Stroke volume of drive motor in ccm/RPM 液壓馬達每分鐘流量
N (RPM) = 19099 x Vs (m/s) /d(mm)……….轉速 = 19099 x線速/d直徑
Q (lpm) = N (RPM) x Vh (ccm/RPM) /1000… 泵流量=轉速x 馬達流量 /1000
Q (lpm) = 19.099 x Vs (m/s) x Vh (ccm/RPM)/d(mm)…
泵流量=19.099 x線速x馬達流量/直徑液壓
常用計算公式
項目 | 公式 | 符號意義 |
液壓缸面積(cm2) | A=πD2/4 | D:液壓缸有效活塞直徑(cm) |
液壓缸速度 (m/min) | V=Q/A | Q:流量 (l / min) |
液壓缸需要的流量(l/min) | Q=V×A/10= A×S/10t | V:速度 (m/min) |
液壓缸出力(kgf) | F = p×A –(p×A) | p:壓力(kgf /cm2) |
泵或馬達流量(l/min) | Q=q×n/1000 流量=馬達x轉速/1000 | q:泵或馬達的幾何排量(cc/rev) |
泵或馬達轉速(rpm) | n=Q/q×1000 | Q:流量(l / min) |
| 轉速=流量/馬達x 1000 |
|
泵或馬達扭矩(N.m) | T=q*p/20π |
|
液壓所需功率 (kw) | P=Q × p/612 |
|
管內流速(m/s) | v=Q×21.22/d2 | d:管內徑(mm) |
管內壓力降(kgf/cm2) | △P=0.000698 ×USLQ/d4 | U:油的黏度(cst) S:油的比重 L:管的長度(m) Q:流量(l/min) |
壓 力
bar | kgf/cm2 | Mpa | psi(lb/in2) |
1 | 1.0197162 | 0.1 | 14.5 |
0.980665 | 1 | 0.0980665 | 14.22 |
10 | 10.197162 | 1 | 145.03263 |
0.06895 | 0.7031 | 0.006895 | 1 |
力 矩
N.m | kgf.m | lb.in |
1 | 0.1019716 | 8.85072 |
9.80665 | 1 | 86.79589 |
0.112985 | 0.0115213 | 1 |
馬 力
kw | HP |
1 | 1.3404826 |
0.746 | 1 |
力
N(牛頓) | kgf |
1 | 0.1019716 |
9.80665 | 1 |
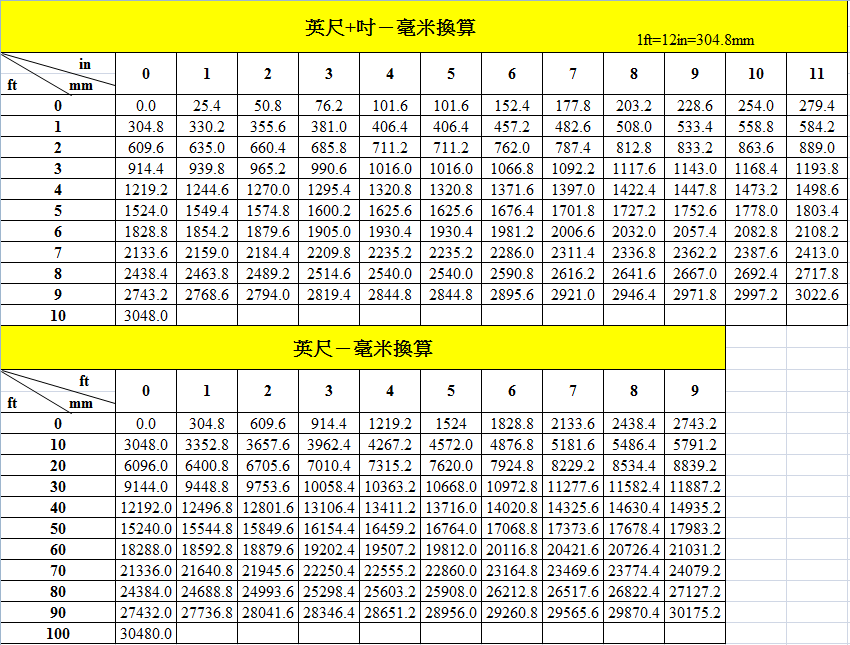
長度
mm(毫米) | cm(釐米) | m(米) | in(英寸) | ft(英尺) | yd(碼) |
1 | 0.1 | 0.001 | 0.03937 | 0.003281 | 0.001094 |
0.1 | 1 | 0.01 | 0.3937 | 0.03281 | 0.01094 |
1000 | 100 | 1 | 39.37 | 3.281 | 1.0936 |
25.4 | 2.54 | 0.0254 | 1 | 0.08333 | 0.02778 |
304.8 | 30.48 | 0.3048 | 12 | 1 | 0.3333 |
914.4 | 91.44 | 0.9144 | 36 | 3 | 1 |
重 量
kg(公斤) | ton(公噸) | lb(磅) |
1 | 0.001 | 2.20462 |
1000 | 1 | 0.00220462 |
0.453593 | 0.0004536 | 1 |
面 積
m2 | cm2 | mm2 | in2 |
1 | 10000 | 1000000 | 1550 |
0.0001 | 1 | 100 | 0.155 |
0.000001 | 0.01 | 1 | 0.00155 |
0.000645 | 6.4516129 | 645.1613 | 1 |
容 積
L(公升) | cc(cm3) | gal(美制加侖) | in3 |
1 | 1000 | 0.264178 | 61.026 |
0.001 | 1 | 0.000264178 | 0.061026 |
3.78533 | 0.0037853 | 1 | 231 |
0.016387 | 16.387 | 0.004329 | 1 |
動力黏度
m2/s | cSt (mm2/s) | St (cm2/s) |
1 | 1,000,000 | 10,000 |
0.000001 | 1 | 0.01 |
0.0001 | 100 | 1 |
| 長度10米 | 14米 | 20米 | ||||
| 在開始時 | 打圈 | 共圈數 | 打圈 | 共圈數 | 打圈 | 共圈數 |
| 第一刀 | 10 | 10 | 14 | 14 | 20 | 20 |
| 第二刀 | 3 | 13 | 4 | 18 | 6 | 26 |
| 第三刀 | 4 | 17 | 6 | 24 | 8 | 34 |
| 第四刀 | 5 | 22 | 7 | 31 | 10 | 44 |
| 第五刀 (減少) | -5 | 17 | -7 | 24 | -10 | 34 |
| 繼續減少進一步削減。 | ||||||